![]()
Zurück zur italienischen Version
Zusammenbau der Seitenwange
eines Wismar- Drehgestells
Zu den verschiedenen Dingen, die einem Modellbahner unterkommen können gehört auch, eine (oder mehrere) Drehgestellwangen eines Stütz- oder Antriebsdrehgestells bauen zu müssen.
Wenn man das unzählige Male wiederholen muß, ist es effektiver, eine Wange zu bauen, davon dann einen Elastomer- Abdruck zunehmen und davon eine beliebige Anzahl von Abgüssen mit der verlorenen- Wachs- Methode zu machen.
Wenn aber die Konstruktion nur ein einziges Exemplar betrifft, oder einige wenige, kann man diese auch einzeln zusammenbauen.
In diesem kleinen Lehrstück werden wir die Nachbildung der Seitenwange eines Wismar- Drehgestells, wie es bei den Hamburger ET 99 verwendet wurde, angehen. Als ich sah, daß ich es selbst konstruieren mußte, ist es mir in den Sinn gekommen, das mit Euch zu teilen.
Um solcherlei Dinge zu machen, ist eine gewisse Vertrautheit mit Fotoätztechnik [wer darüber mehr wissen möchte, dem sein diese Artikelserie (italienisch) empfohlen] ebenso erforderlich, wie eine Drehbank, durchaus auch eine kleine. Schade für die, die keine nutzen können, aber sie ist absolut notwendig. Nachdem diese Voraussetzungen besprochen sind, schauen wir, wie das Vorbild beschaffen ist und versuchen, es nachzubilden.
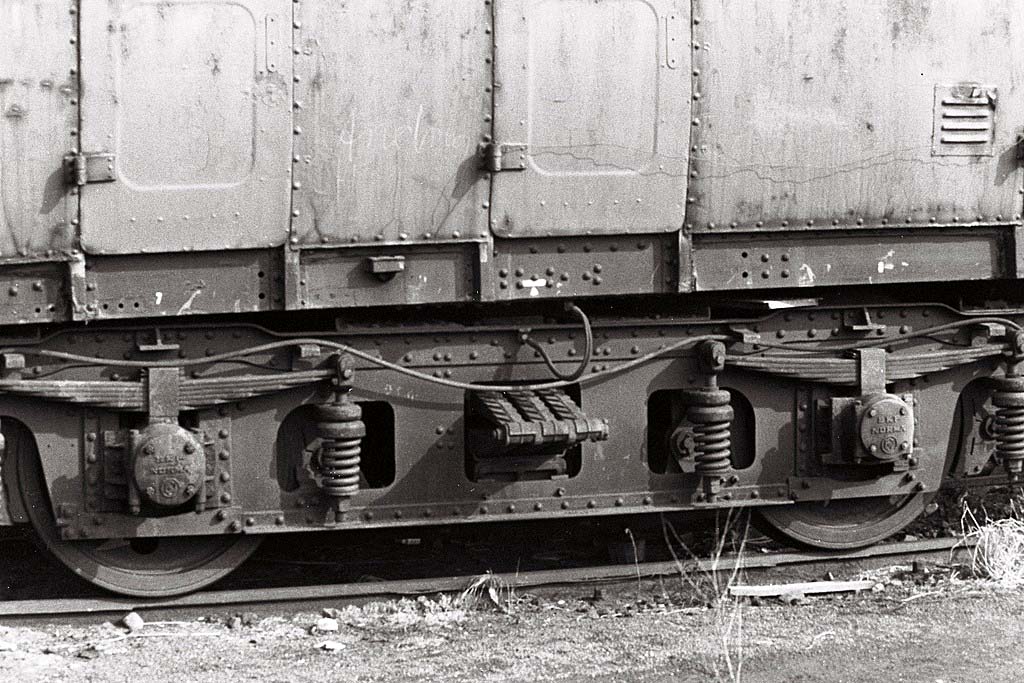
Wie man sieht, ist es ein einfaches, robustes Drehgestell. Die Konstruktion ist nicht kompliziert, macht aber sicher einen guten optischen Eindruck, wenn es einmal in das Modell eingebaut ist.
Offensichtlich ist das erste am Computer zu entwerfende Teil die Seitenwange. Man muß darauf achten, daß die Zeichnung genau im Maßstab 1:87 (oder 1:160 für Baugröße N) ist, falls das Objekt einfach unter das Modell montiert werden soll. Wenn aber ein Urmodell für ein Abdruck/ Abguß entstehen soll, müssen die Dimensionen um 4 oder 5% vergrößert werden, um die Summe der Volumensverluste durch die Schrumpfung des Elastomer- Abdrucks, des Wachsausgusses und vor allem des Messinggusses auszugleichen. Messing schrumpft beim Erstarren schon um etwa diesen Betrag.
Hier unten sind die entworfenen Teile, ausgeätzt und aufeinander gelötet, um die verschiedenen beim Vorbild vorhandenen Stufen nachzubilden.
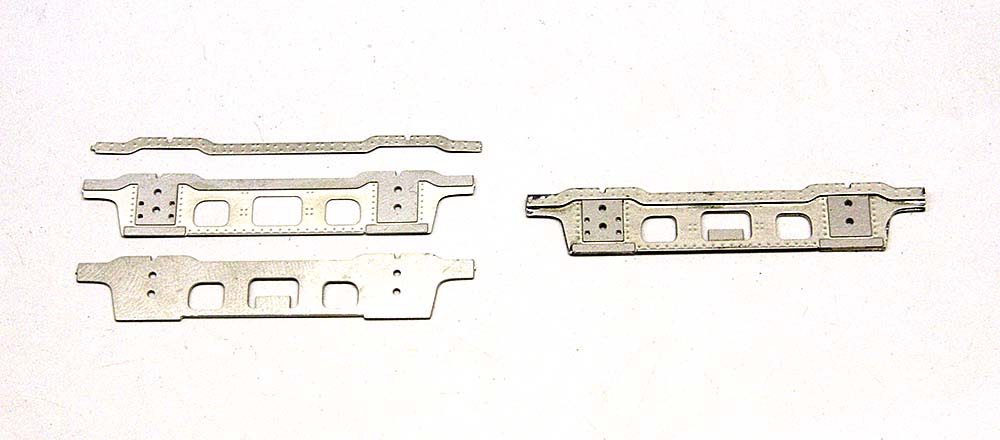
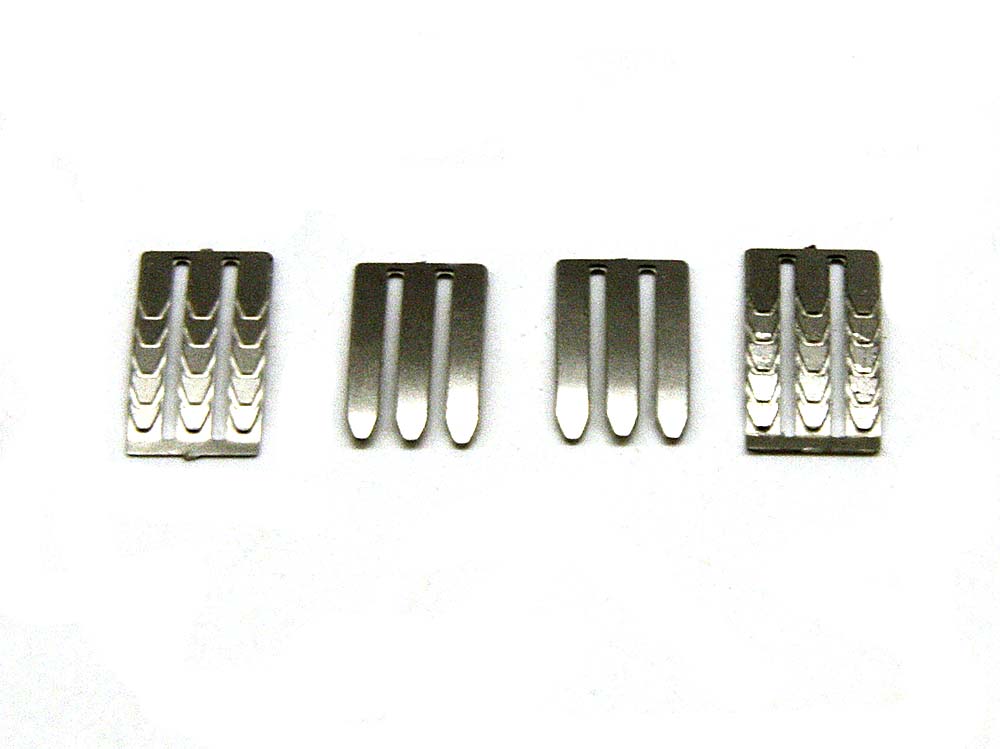
Genau so wird es bei den Blattfedern gemacht. Wie wir auf den Seiten über die Ätztechnik gesehen haben, erlaubt diese das Staffeln oder Stapeln verschiedener Stärken aufeinander. Hier unten ist ein Beispiel der zweiten Möglichkeit: drei Lagen um eine Feder zu bilden, von denen zwei ohne Details (außer der äußeren Kontur) sind und eine verfeinert mit Gravuren der eigentlichen Federblätter und der mittleren Klammer, die das Paket der Stahlblätter zusammenzuhalten hat.
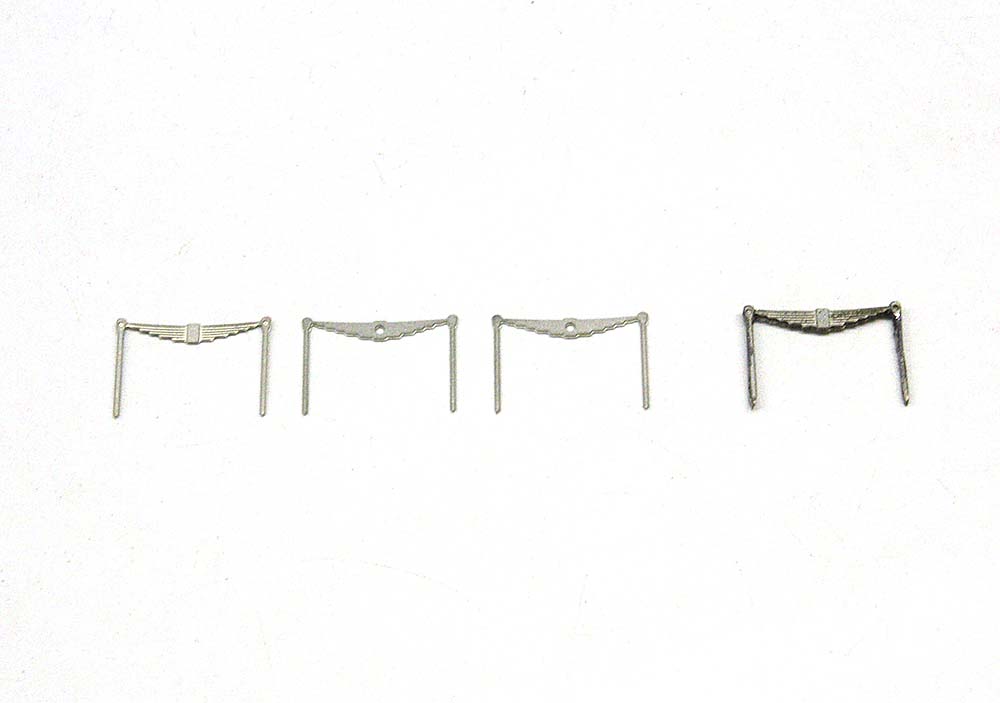
Wie man sieht, haben die zwei Federpakete ohne Feinheiten ein mittiges Loch. Da wir ein kleiner Stift eingelötet, der später zur genauen Ausrichtung auf der Wange des Drehgestells dienen wird.
Hier haben alle drei Federpakete die senkrechten Hänger, aber beim Verlöten muß man dafür sorgen, daß die des untersten Elements, welches auf der Wange aufliegt, abgetrennt werden, damit man den zur Darstellung der Federn nötigen Platz gewinnt.
Nun kommen wir zum Aufbau der Schraubfedern. Hier kommt die vorher erwähnte Drehbank zum Zuge, weil die oberen und unteren Teller der Federn gedreht werden müssen.
Im Foto unten sieht man alles Nötige. Man sieht zwei fertige und zwei zerlegte Schraubfedern, um leichter zu verstehen, aus welchen Teilen sie sich zusammensetzen.

Auch wenn ich daran zweifle, daß Ihr Schwierigkeiten beim Herstellen einer Spiralfeder haben könntet: für wen es noch nötig war, eine zu bauen ist hier eine Anleitung des Kapitels "wie selbermachen" auf "Rotaie.it", welche das beschreibt.
Zur Vermeidung von Fehlern kommt hier jedenfalls eine andere Art, nach welcher ich meine "schönen" Spiralfedern, also die, die ich als Urmodelle verwende, baue.
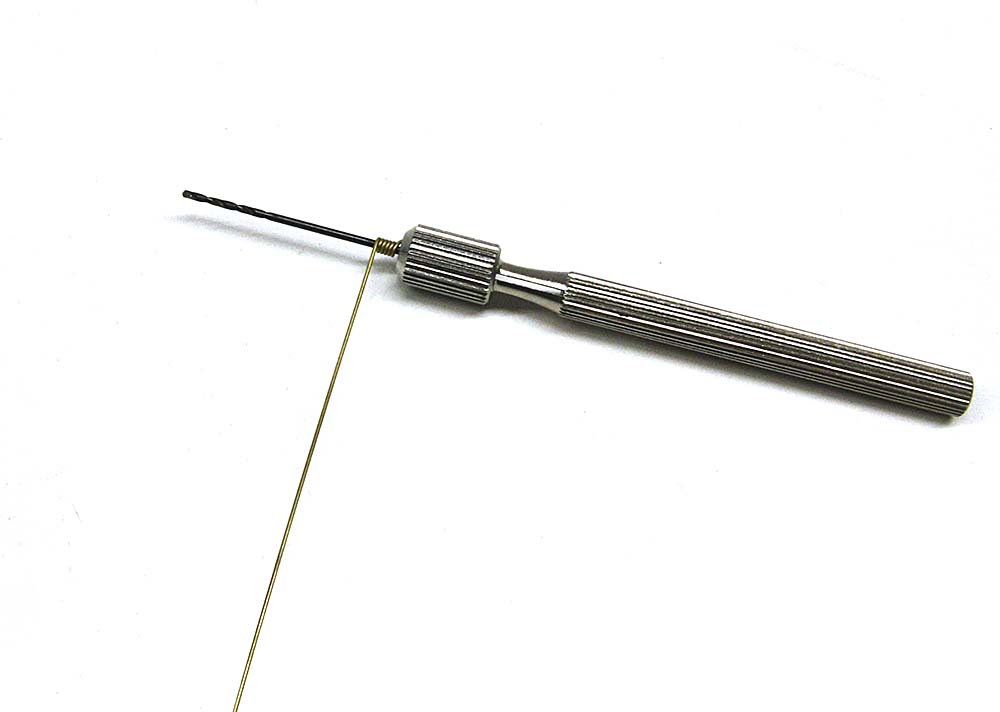
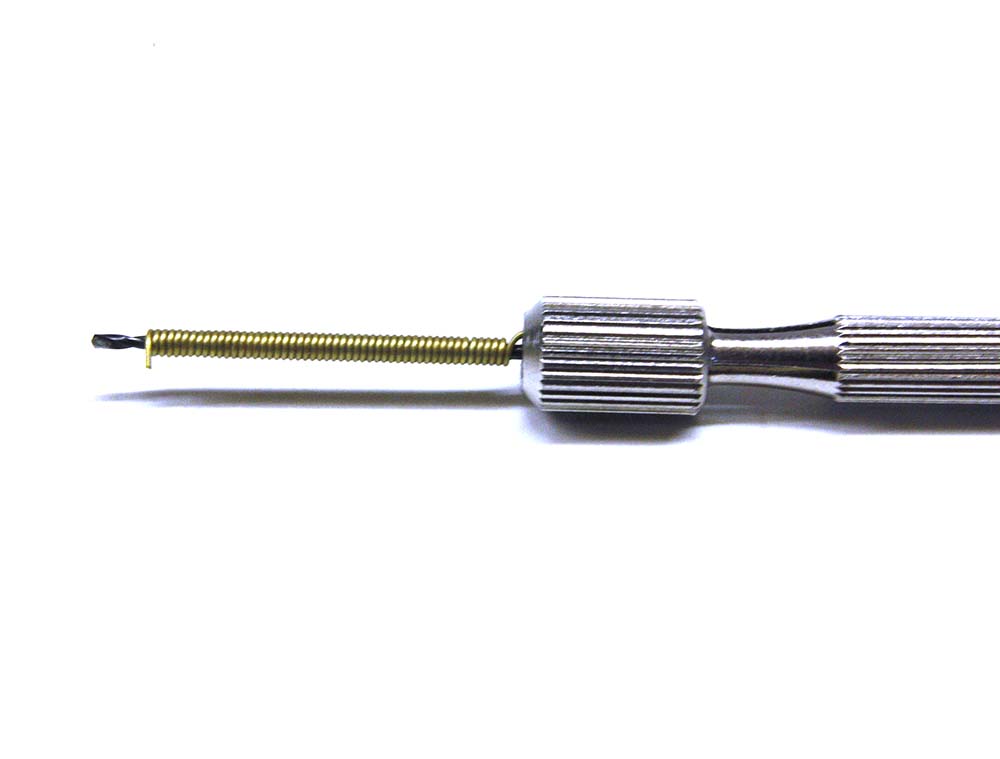
Wenn man erst einmal die Maße der Feder (Durchmesser der Feder und des Drahtes etc.) hat, setzt man einen passenden Bohrer in ein Bohrerklöbchen ein. In meinem Fall war es der 1,1 mm.
Dann nimmt man den passenden Draht (hier 0,5 mm) und wickelt ihn drum, darauf achtend, ihn stramm zu halten. Für diese Aktion ist es besser, daß der Draht aus ausgeglühtem Messing besteht, damit er möglichst keine Spannung hat und die Feder sich nicht zu sehr weitet. Wenn er noch nicht ausgeglüht ist, reicht es, ihn über einer Flamme und zur Rotglut zu bringen. Wenn man die benötigte Länge erreicht hat, zieht man die Feder vom Bohrer und teilt sie mit der Trennscheibe in die einzelne Teile der nötigen Länge. Hier unten ist ein Beispiel dieser Aktion.
![]()
Jetzt kommen wir wieder zu unseren Blattfedern. Wie auf den Fotos weiter oben zu sehen, habe ich es vorgezogen, für die Federn eine Aufnahme mit einer Bohrung zu schaffen, damit die Federn immer mittig sitzen. Dann habe ich die Spiralfedern in die gedrehten Aufnahmen gesteckt und in letztere wiederum auf die senkrechten Hänger der Blattfedern. zum Schluß muß man alles mit den unteren Tellern abschließen.
Im unteren Foto sieht man eine Federung zur Probe zusammengesetzt, aber noch nicht verlötet, und weiter die beiden Federungen an der Drehgestellwange angelötet. Wie man sieht, kann man von den Absätzen und Zapfen der Drehteile profitieren, um ein Weichholz hinein zu pressen, welches das Ausrichten der verschiedenen Einzelteile sehr erleichtert, vor allem, um jederzeit unter Kontrolle zu haben, daß das Ganze genau winkelig ausfällt.

![]()

Nun kümmern wir uns um das mittlere Joch mit dem SKF Wälzlagerlager, welches aus einem Zylinder, einer Basisplatte, vier seitlichen Versteifungen und dem Deckel mit SKF Aufschrift besteht.
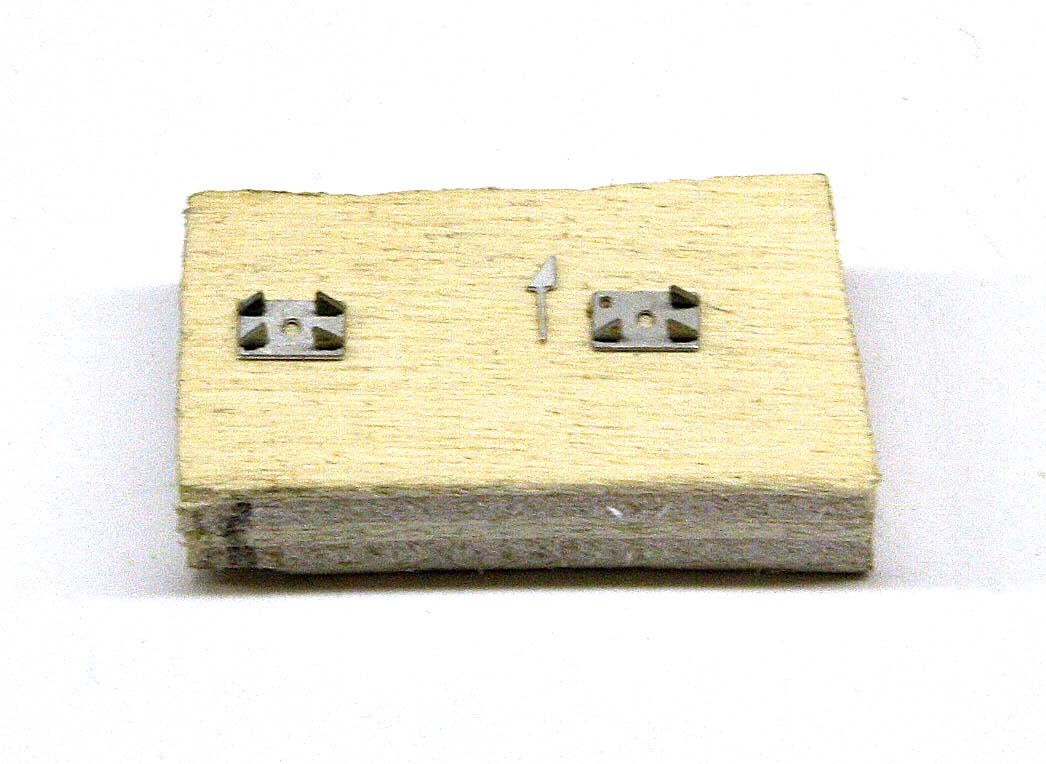
Aus der Platine trennen wir also die Teile mit ihren Zapfen heraus, die, wie wir sofort sehen werden, dazu dienen, diese winzigen Einzelteile beim Löten zu positionieren und zu fixieren, welche andernfalls nur schwer ruhig in Position gehalten werden könnten. Indem wir statt dessen unsere Teile im Wortsinne in ein Weichholz nageln, werden sie stehen bleiben und wir werden ihre Lage prüfen und sie ohne Probleme anlöten können.
Hier sind einige Abschnitte dieses Arbeitsgangs.
![]()
![]()

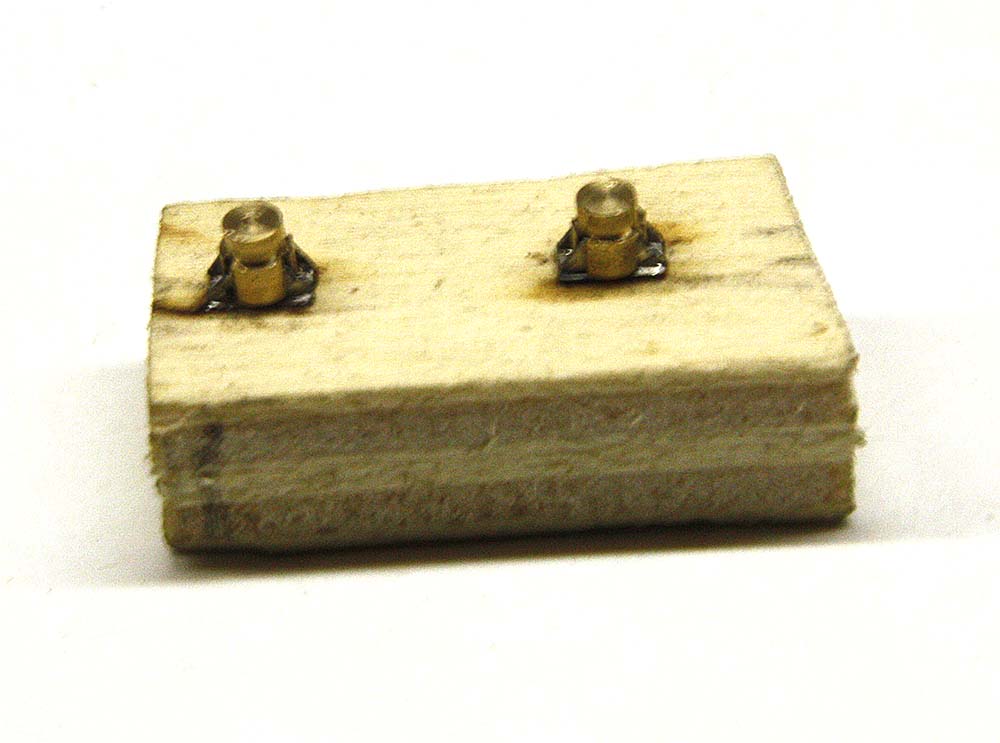
Nun werden die zentralen Buchsen in die Verstärkungsbleche gesteckt und am Ende der Achslagerdeckel mit den SKF Schriftzug aufgelötet. Natürlich muß man beim Drehen des mittleren Zylinders hinten einen kleinen Zapfen stehen lassen, der anfangs auch in das Holz genagelt wird, damit er sich beim anlöten nicht bewegt. Dieser kleine Zapfen, den wir hinten haben stehen lassen wird später auch dazu dienen, die Baugruppe genau auszurichten, wenn wir sie an die Drehgestellwangen anlöten. Dazu stecken wir ihn in das Loch, welches wir schon bei der Planung der Wangen vorgesehen haben.
![]()

![]()

Nun müssen die so zusammengesetzten Achslagerbaugruppen versäubert werden und an ihre Stelle der Wangen angelötet werden.
Dann müssen wir an die Fertigung der Sekundärfederung gehen, die durch Querblattfedern dargestellt wird, die teilweise aus den Wangen herausragen. Sie sind ein auffälliges, wichtiges Detail, welches sich lohnt, bestens nachgebildet zu werden. Um ein Aussehen zu erhalten, welches diesen Federungen möglichst nahe kommt, habe ich ihre Außenansicht mit den verschiedenen, speziell geformten Blättern, die mit Ätztechnik leicht herzustellen sind, entworfen. Anschließend wird die Seitenansicht mit dem Einschieben ähnlicher Blätter ohne Strukturierungen von innen verstärkt. Hier unten sind die beschriebenen Einzelheiten.
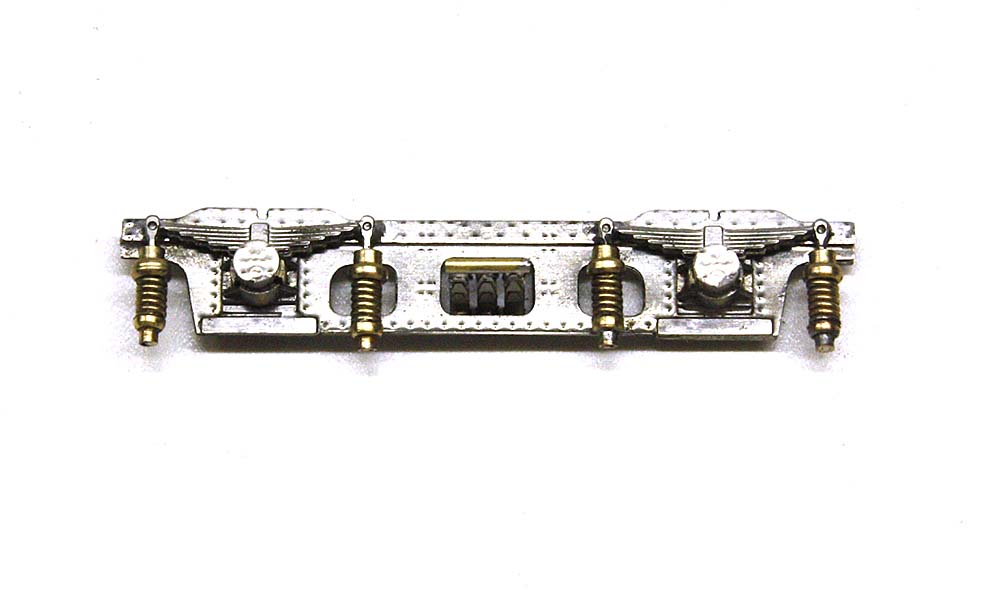
Auf den Fotos hier unten kann man das Ergebnis dieser zwei letzten Arbeitsgänge sehen. Die horizontale Verbindung der oberen und der unteren Sekundärfederung habe ich mit einem Messingröhrchen erreicht, welches ich in Position gelötet und dann auf richtige Länge gekürzt habe. Ich finde das Ergebnis nicht schlecht, was sagt Ihr?
![]()

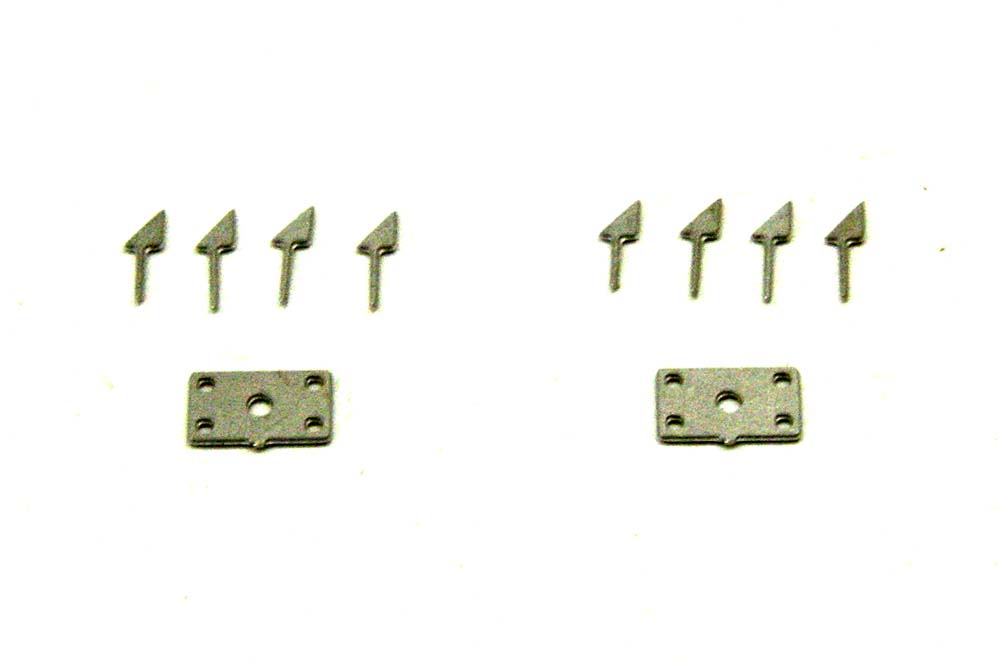
Nun sind wir fast am Ende, man braucht nur noch eine kleine Verfeinerung, um diesem Modell den Realismus zu geben, den es verdient. Über den Achsfedern müssen nun die Anschläge angesetzt werden, die aus zwei kleinen T- Querprofilen bestehen, und die in die beiden genau über der Mitte der Blattfedern eingeätzten Ausnehmungen eingesteckt werden. Diese Teile lassen sich leicht aus einem passenden Messing T- Profil gewinnen. Hier unten sind die beiden betreffenden Teile, deren Länge natürlich nach dem anlöten angepaßt wird.

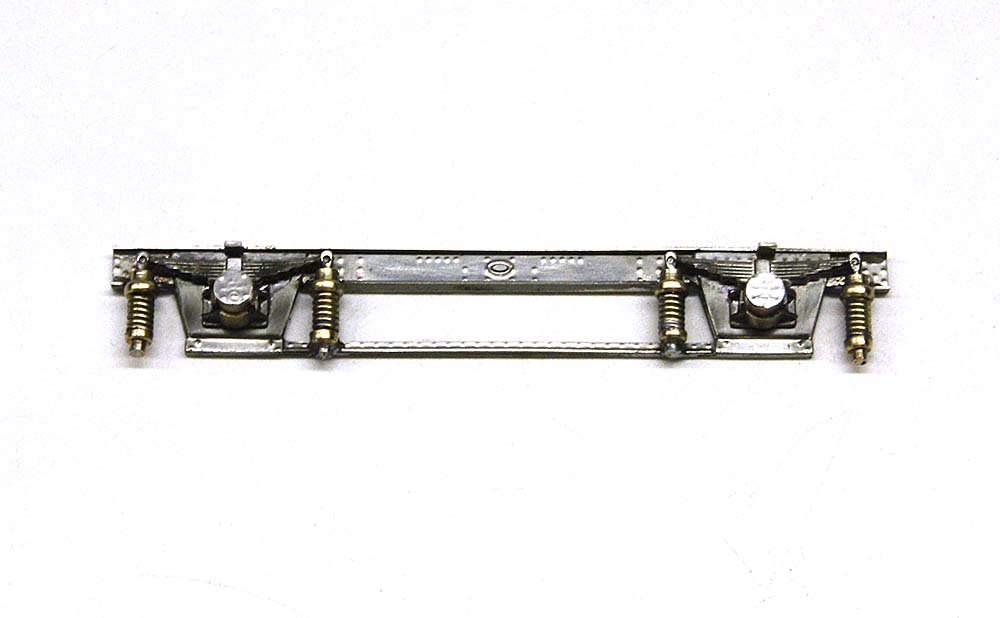
Die Arbeit an diesem Drehgestell ist nun beendet und hier unten ist das Ergebnis zu sehen.
Es ist eine lange und sich in einigen Phasen wiederholende Arbeit, aber wenn man jedem Schritt die nötige Aufmerksamkeit widmet und die Fotoätztechnik gut plant, wird uns das Resultat sicher zufrieden stellen. Am Ende kommt einem in den Sinn, daß es schade ist, daß die Drehgestelle so wenig sichtbar sind.

Mit derselben Technik vieler einzelner Teilchen zum Zusammensetzen kann man Drehgestelle jeden Typs erhalten, wie z.B. die Wangen des Jakobs- Drehgestells der Hamburger ET 99, welches mit dem soeben gebauten verwandt ist und mit ihm am selben Zug eingebaut ist. Hier unten ist es fix und fertig um in mehreren Exemplaren nachgebildet zu werden.
Ich hoffe, eine für einige nützliche Sache gemacht zu haben, und vor allem einen Anreiz zur Schaffung ebenso interessanter Dinge gesetzt zu haben.
Ein Dank an Euch für das Verfolgen dieser Arbeit bis hier hin!
Giorgio Donzello
(Übersetzung: Dr. Go Fleiter, Düsseldorf)